 加入收藏
加入收藏 電郵
電郵 打印文章
打印文章 寫信給編輯
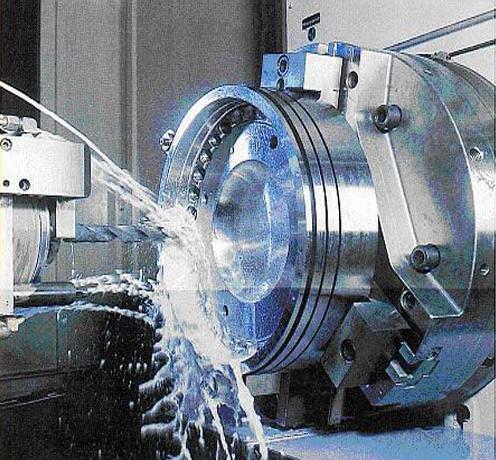
寫信給編輯 在缸體缸蓋的生產車間,CNC 機床高速運轉時,總有一股透明或乳白色液體持續噴淋在刀具與工件之間,這便是切削液。它看似普通,卻是保障缸體缸蓋加工精度與效率的 “隱形功臣”—— 沒有它,鋁合金缸體的油道可能粗糙不堪,鑄鐵缸蓋的結合面會布滿劃痕,刀具更是會因過熱快速報廢。因此切削液作用關鍵,必不可少。
切削液的首要作用是降溫。缸體缸蓋加工中,刀具與工件摩擦速度極快,比如銑削缸蓋結合面時,刀具轉速可達每分鐘 3000 轉以上,局部溫度瞬間飆升至 600℃。高溫會讓刀具刃口變軟,還會使工件受熱變形。切削液通過持續噴淋,以水為基礎的液體能快速吸收熱量,同時少量蒸發帶走多余熱量,將溫度穩定控制在 150℃以下,保護刀具與工件精度。
其次是潤滑。加工缸體深油道時,刀具易因摩擦阻力大 “卡殼”。切削液中的潤滑成分會形成油膜,將干摩擦變為濕摩擦,摩擦系數從 0.3 降至 0.05 以下。這不僅讓加工后的孔壁粗糙度達標(從 Ra6.3 降至 Ra1.6),還能延長刀具壽命 3-5 倍,原本加工 20 個缸蓋就報廢的刀具,能加工 100 個以上。
清潔功能也不可或缺。加工產生的鋁屑、鑄鐵粉末若殘留,會刮傷工件或導致 “重復切削”。切削液像水流般沖刷工件與刀具,將切屑帶入過濾系統,尤其能沖凈缸體油道深處的細小碎屑,避免影響后續加工。
防銹保護同樣關鍵。缸體缸蓋加工后需存放,暴露在空氣中易氧化生銹。切削液中的防銹成分會形成微米級保護膜,讓鋁合金缸體存放 72 小時不氧化,鑄鐵缸蓋存放 120 小時不生銹,為裝配做好準備。
切削液是多成分協同的 “復方溶液”。基礎液占 80%-95%,水溶性切削液以水為基礎,適合鋁合金加工;油溶性以礦物油為主,適配鑄鐵。潤滑劑占 5%-15%,合成酯類穩定性強,高溫下不易分解,是當前主流。防銹劑占 2%-5%,分黑色金屬(如磷酸酯)與有色金屬(如苯并三氮唑)專用款,避免材質腐蝕。防腐劑占 0.1%-0.5%,抑制細菌滋生,延長切削液壽命至 3-6 個月。消泡劑僅占 0.01%-0.1%,防止泡沫影響噴淋效果。
而且,切削液會 “量身定制”。加工鋁合金缸體用低腐蝕、高潤滑的水溶性切削液;鑄鐵缸蓋則選高防銹、強清潔款。粗銑時側重降溫,水含量高;精鏜油道時側重潤滑,潤滑劑比例提升。正是這精準適配,讓切削液成為缸體缸蓋加工中不可或缺的助力。


